
Industry:
This premier global axle manufacturer needed an automated assembly to meet the complex tube press and welding demands created by the design. Find out how ACRO Automation Systems Inc. devised a solution for the customer.
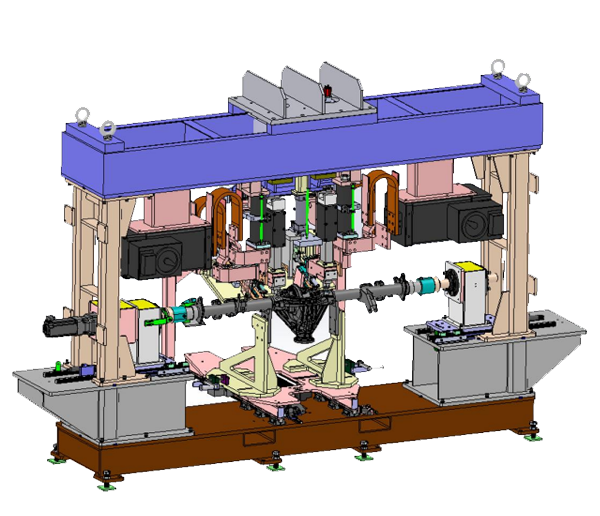
Processes
The processes included robotic material handling, precision axle tube press to carrier, axle measurement and ball/slug welding to the axle.
Company Background
One of the premier axle manufacturers in the world, they provide completed front and rear axle assemblies to automotive manufacturers.
Challenge:
The customer’s axle designs presented many challenges from a tube press and weld standpoint. The axles must have spring seats, sway bar mounting facilities and leaf spring bracketry, which provided many challenges in fixturing the axle prior to tube press and weld operations. Additionally, the previous axle tube press station predominantly employed hydraulic press rams with servo-controlled valves, making precise tube pressing to depth difficult. The customer wanted to investigate the possibility of utilizing servo electric presses for the tube press operation. Also, axle fixturing was unique to each axle design, which made standardization extremely challenging.
Assessment:
Due to issues with achieving the customer’s desired statistical process control levels, the utilization of hydraulic press actuators was no longer desired. Accurate fixturing of the axle prior to tube press operations would require independent evaluation of each axle design to provide a comprehensive solution to the challenge of fixturing.
ACRO’s design team evaluated the elimination of the previously employed hydraulic tube press actuator with servo electric actuators. The servo electric actuators provided better press control coupled with positional feedback and force feedback, thus providing a full signature analysis during the press actuation. The team took the following steps to achieve a solution:
01
Through further development in positional programming, it was determined to be beneficial to slow the press advancement when approaching final press position.
02
Once press depth was achieved, positional and force feedback was analyzed to determine whether the press position was correct. This provided the ability to make finite press movements, ensuring accurate press operations without the potential of over-travel.
03
To address the issues of fixturing and welding the axle tubes, in-depth evaluation of the axle design bracket positioning was required to determine the best fixturing methodology.
04
Through close interaction with the customer’s design team, axle tube bracketry fixturing and welding issues were identified early in the design process, allowing axle design revision.
The axle tube press operations achieved a 2.0 Cpk, achieving the customer’s statistical process control requirements. The previously employed hydraulic press configuration achieved a 1.33 Cpk. As a result, for all new axle tube presses, a servo electric press will be employed utilizing the ACRO-developed press monitoring program. The challenges with fixturing of the axle were greatly reduced through upfront interaction with the customer’s axle design team.